-
Whatsapp: +86-13681923533
-
email: jminfo@jm-industry.com

Language
How to Detect Surface Cracks in Fasteners: 4 Critical NDT Methods Explained
Jul 31, 2025
Why Crack Detection Matters
Surface cracks in bolts, screws, and studs reduce load capacity by up to 90% and cause 80% of fastener failures in critical applications. This guide covers industry-proven NDT (Non-Destructive Testing) methods to identify defects before they compromise structural integrity.
The 4 Core Crack Detection Methods
(Selection Depends on Material & Defect Type)
| Method | Best For | Detection Limit | Speed | Cost |
|---|---|---|---|---|
| Magnetic Particle (MT) | Ferromagnetic fasteners | 0.1 μm | ★★★★★ | $$ |
| Liquid Penetrant (PT) | Non-magnetic metals | 0.5 μm | ★★★☆☆ | $ |
| Ultrasonic (UT) | Internal/sub-surface defects | 0.1 mm | ★★☆☆☆ | $$$$ |
| Visual Inspection (VI) | Quick field screening | 0.1 mm | ★★★★★ | $ |
1. Magnetic Particle Testing (MT): For Steel Fasteners

How It Works
-
Magnetize fastener → Crack disrupts magnetic field → Magnetic particles cluster at defect
-
UV light reveals fluorescent particle patterns
Optimal Use Cases
-
Carbon/alloy steel bolts (Grade 5/8, A325)
-
Head-to-shank fillet areas
-
Thread root cracks
JM Hardware® Pro Tip:
*"For high-strength bolts >10.9 grade, use DC magnetization. AC won't detect subsurface flaws."*
2. Liquid Penetrant Testing (PT): Universal Surface Checks

4-Step Process
-
Clean: Remove oil/grease (ASTM E165)
-
Penetrant: Apply red dye/fluorescent fluid (5-30 min dwell)
-
Developer: Draw out penetrant from cracks
-
Inspect: Under white/UV light
Ideal For
-
Stainless steel fasteners (A193 B8)
-
Complex geometries (e.g., socket heads)
-
Field inspections
Limitation Alert: Cannot detect sealed or subsurface defects.
3. Ultrasonic Testing (UT): Deep Defect Detection

Technical Procedure
-
Transducer sends 1-10 MHz sound waves
-
Crack reflection creates echo patterns
-
Time-of-flight calculates depth
Critical Applications
-
Anchor bolts in concrete
-
Large-diameter flange studs
-
Aerospace fasteners (NASM specs)
Data You Get:
✓ Crack depth ✓ Orientation ✓ Length
4. Visual Inspection (VI): First Line of Defense
Enhanced Techniques
| Tool | Magnification | Smallest Detectable Crack |
|---|---|---|
| Naked eye | 1× | 0.5 mm |
| 10x Loupe | 10× | 0.1 mm |
| Digital Microscope | 200× | 5 μm |
Inspection Zones to Target:
-
Under bolt heads
-
Thread run-out sections
-
Stress-corrosion prone areas
Method Selection Guide: Match Technique to Need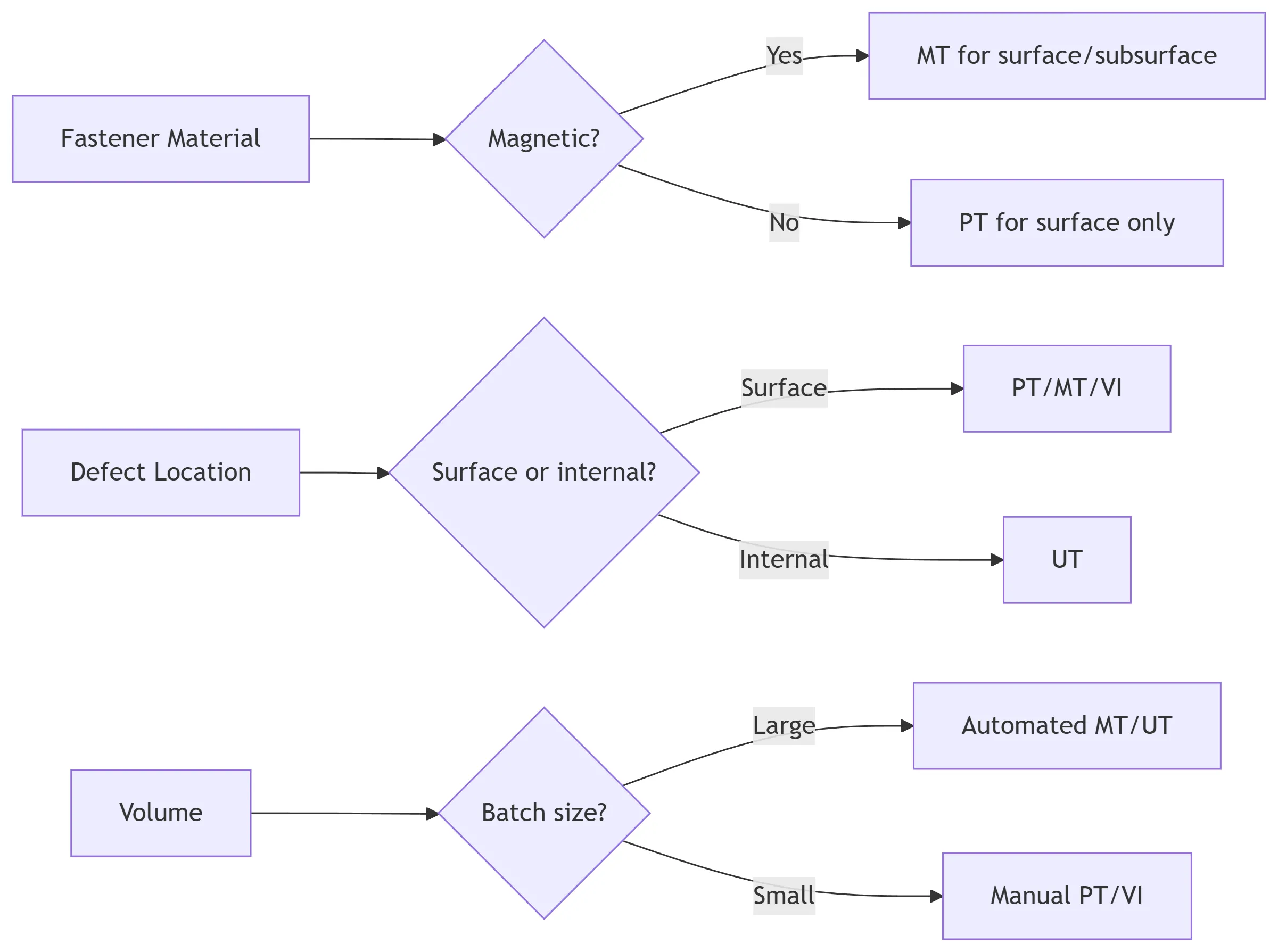
Why Trust JM Hardware® Fasteners?
We implement 3-layer quality assurance:
-
Raw Material Scan: PMI (Positive Material Identification)
-
Process Control: Inline UT during cold forging
-
Final Verification: 100% MT for ferromagnetic fasteners
Certifications: ISO 9018, ASTM E1444/E1417, NADCAP AC7114
Request Our Inspection Reports:
✉️ Email: jminfo@jm-industry.com
📱 WhatsApp: +8613681923533 -
Recent Posts

October 26, 2016
The Most Successful Engineering Contractor

.jpg?x-oss-process=image/resize,w_100/quality,q_100)

Contact US
Product Information
Quantity
Unit
Piece
Support order samples, customization, wholesale direct, and complete payment. If the product you look for does not have corresponding customized content, pls fill out the form below to contact us, and we will reply ASAP.